Cas d'utilisation de la![]() dans le secteur de la metallurgie :
dans le secteur de la metallurgie :
L'entreprise TISO réalise des composants métalliques pour les secteurs de l’aéronautique civil & militaire, la défense, le médical et l’industrie.
Cette société utilise la Strateo3D afin de réaliser des outils de contrôle des composants qu'elle fabrique.

- Quel était votre besoin initial ?
Localisé dans un bassin industriel extrêmement dynamique, le groupe Tiso à acquis une expertise dans l’aéronautique qui est aujourd’hui notre secteur d’activité principal.
Nous sommes soumis à des contraintes de temps et de qualité nécessitant la mise en œuvre d’outils innovants pour améliorer nos process de fabrication et contrôle.
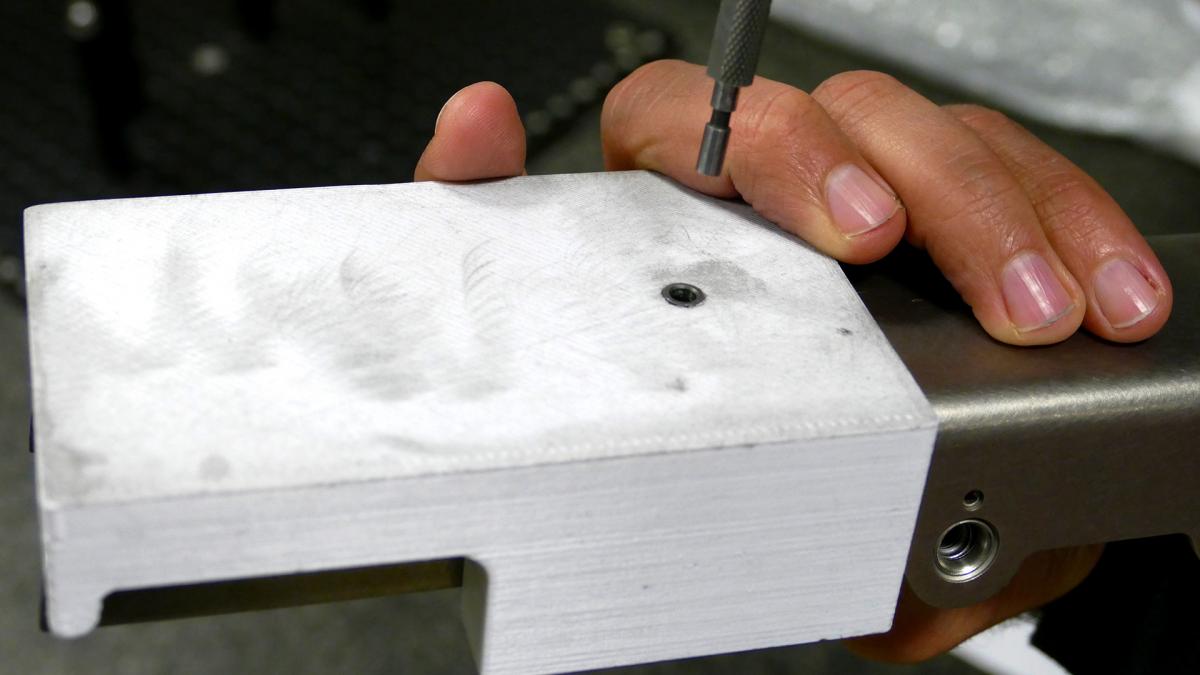
Ainsi, dans le cas pour lequel nous vous avons sollicité, nous avions besoin de faire un outillage de contrôle rapide, à moindre coût, fonctionnel et qui puisse être sollicité très régulièrement. Traditionnellement, nous fabriquons ce genre de pièces par usinage aluminium. Dans ce cas-là, les contraintes auxquelles est soumis l’outil permettaient d’envisager une autre méthode de fabrication, avec un autre matériau moins onéreux et plus rapide à fabriquer, le besoin étant de réussir à « brocher » le trou de référence dans son support sans qu’il y ait de collisions, ou interactions, dues aux parties soudées, pour ainsi vérifier, en amont, la montabilité d’un support, pour simuler son montage final sur un moteur d’avion.
- Comment la pièce a été modélisée (logiciel) ?
Nous avons pour habitude de concevoir en interne ces outils, notre BE modélise ces derniers sur CATIA au format STEP. Nous essayons d’utiliser les mêmes logiciels que nos clients pour générer le même format de fichiers et ainsi garder une compatibilité. Nous avons été agréablement surpris de constater la compatibilité de l’impression 3D avec nos process. Nous aurions pu directement exporter ce dernier au format STL (standard dans la fabrication additive) depuis CATIA, mais dans sa démarche d’accompagnement, le BE de eMotion Tech prend en charge cette partie pour s’assurer, avant fabrication, que le modèle a été correctement modélisé, et ne présente pas de défauts.
- QUEL MATÉRIAU A ÉTÉ UTILISÉ POUR L’IMPRESSION, ET POUR QUELLES RAISONS ?
Nous avons été conseillés par eMotion Tech vis-à-vis des matériaux, au vu des contraintes d’utilisation. Ainsi, une évaluation de ces dernières a été réalisée, et en tenant compte des caractéristiques techniques des matériaux utilisés, le choix s’est porté sur le PETG qui présente une grande résistance à l’impact, ainsi qu’une dureté relativement élevée, évitant les déformations sur un usage répété.
Ce thermoplastique permet facilement le rajout d’un insert métallique pour vérifier le brochage de la pièce contrôlée, et simuler au mieux l’utilisation finale du produit.
- DE QUELLE MANIÈRE AVEZ-VOUS DÉTERMINÉ LES DIFFÉRENTS PARAMÈTRES DE FABRICATION (ÉPAISSEUR DE COUCHES, POSITIONNEMENT, TAUX DE REMPLISSAGE, ETC…) ?
Nous n’étions, jusqu’à ce-jour, pas utilisateurs de technologies de fabrication additive. Nos ingénieurs connaissent évidemment les méthodes et contraintes à respecter, mais concernant les paramètres qui permettront à la pièce finale de répondre au besoin que nous avons fixé, nous avons fait confiance au service d’impression d’eMotion Tech. Ainsi, nous a été proposé :
- 0.3mm d’épaisseur de couches, pas de contraintes esthétique ; le choix d’une épaisseur élevée permet de gagner en temps de fabrication, et donc sur le coût de l’objet, et son délais de livraison
- Remplissage à 100% pour une meilleure tenue dans le temps, évitant ainsi les détériorations précoces de l’outil, et permettant de sécuriser correctement l’insert métallique dans son logement.

- LA PIÈCE DEVAIT-ELLE ÊTRE IMPRIMÉE EN PLUSIEURS PARTIES ? SI OUI, COMBIEN ? IMPRIMÉE EN UNE SEULE FOIS SUR LE MÊME PLATEAU OU EN PLUSIEURS ?
La première pièce pilote pour l’usage de la fabrication additive était relativement petite et tenait aisément sur le plateau de la Strateo3D, nous avons été néanmoins sensibilisé par l’équipe technique de eMotion Tech, sur les limitations du volume de fabrication, et les techniques de préparation à la fabrication.
Nous avons des besoins en outillage beaucoup plus volumineux, le volume utile de 600*420*500mm permet déjà énormément de choses, nous en tenons compte dès la conception de façon à diviser, s’il en est besoin, la pièce en deux parties. Dans tous les cas, un équivalent usiné dans ces volumes reste bien plus cher et bien plus long à fabriquer.
- COMBIEN DE TEMPS L’IMPRESSION A-T-ELLE DURÉ ?
Il aura fallu seulement 4h54 pour imprimer la pièce, et un quart d’heure pour la livrer... Imbattable !
- QUELS AVANTAGES AVEZ-VOUS TROUVÉ À UTILISER LA STRATEO3D POUR IMPRIMER CETTE PIÈCE ?
Rapidité, coûts, fonctionnel. Nous avons trouvé un outillage qui répond parfaitement aux besoins, dans un délai très rapide, et à un coût extrêmement compétitif. Il s’agit là d’un substitut parfait à nos usages.
- POURRIEZ-VOUS EFFECTUER UN COMPARATIF AVEC UNE AUTRE MÉTHODE DE FABRICATION (TEMPS, COÛT, ETC…)
En terme de temps, si on devait faire ça en usinant la pièce dans la masse en inox ou en aluminium, il faudrait approvisionner la matière, programmer l’usinage, usiner. On a gagné facilement deux bonnes semaines, et l’acquisition en interne est également envisagé pour limiter notre dépendance à un fournisseur et les aléas de sa production.
En terme de coût, cet outil nous aurait couté environ 2500€ en aluminium, son coût de revient avec les paramètres mentionnés plus haut est d’une cinquantaine d’euros hors amortissement de la machine, nous en fabriquons plusieurs dizaines par an.
Le calcul est simple, passé le cinquième outil produit en interne, la machine est rentabilisée.
- ENVISAGEZ-VOUS D’AUTRES UTILISATIONS DE LA MACHINE/SOLLICITATIONS SERVICE D’IMPRESSION ?
On a découvert ce procédé qu’on ne connaissait pas trop, car, issus du milieu de la métallurgie, on fait traditionnellement nos outillages taillés dans la masse, et là, on a utilisé plus de 1000 fois cet outil imprimé sans usure ou dégradations. Donc cela nous conforte dans l’idée que l’on va développer plus d’outillages de contrôle basés sur ce procédé.
Anthony ESTEBAN,
société TISO